
























Процесс нанесения покрытия методом погружения (окунания)
Метод погружения применяется для создания тонких пленок и нанесения покрытия. Технически метод основан на погружении подложки в емкость с материалом покрытия, после которого материал закрепляется на подложке и далее ему дается возможность стечь. Часть покрытия может быть удалена методом сушки или обогрева.
Этапы погружения (окунания)
Погружение может быть разделено на три основных этапа:
- Подложку погружают в раствор при постоянной скорости;
- Выдерживание подложки в растворе в неподвижном состоянии;
- Подложку вынимают с постоянной скоростью. Чем быстрее подложка вынимается из раствора, тем толще будет слой материала на подложке.
Минусы и плюсы
Метод является довольно простым, ввиду чего его легко автоматизировать. Толщина пленки контролируется при помощи вязкости покрытия и скорости выхода из емкости. Емкости, применяемые в данном методе, могут быть различными по форме и размерам. Это позволяет наносить покрытия на более крупные подложки.
Одним из минусов является тот факт, что в нижней части пластины толщина пленки может быть больше, чем в верхней («клиновый эффект»). На краях подложки покрытие может стекать неравномерно, ввиду чего на краях покрытие будет более толстым. Так же пары растворителя могут уносить с собой частицы покрытия, ввиду чего оно становится неравномерным.
Краткая теория
Метод нанесения покрытия окунанием – процесс, в котором подложка погружается в жидкость, после чего извлекается при контролируемых условиях окружающей среды, что в конечном итоге приводит к нанесению покрытия. Толщина покрытия определяется скоростью подъема подложки, вязкостью жидкости и содержанием твердых компонентов. Если скорость подъема подложки подбирается с учетом того, что состояние системы будет находиться в Ньютоновском режиме, то толщина пленки может быть вычислена по уравнению Ландау-Левича [1].
h – толщина покрытия, η – вязкость
γLV – поверхностное натяжение жидкость-пар, ρ – плотность
g – удельный вес
В работах Джеймса и Строубридж [2] показано, что экспериментальные значения толщины кислотно-каталитического кремнозоля хорошо коррелируют с расчетными значениями. В методе погружения возникает интересный эффект: выбрав соответствующую вязкость, толщина покрытия может изменяться с высокой точностью от 20 нм до 50 мкм при сохранении высокого оптического качества. Схема процесса погружения изображена на рисунке 1.
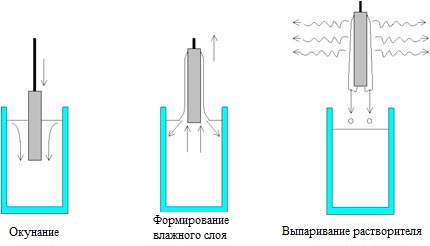
Рисунок 1. Этапы процесса получения покрытия методом погружения: погружение подложки в раствор, образование мокрого слоя путем удаления подложки и преобразование слоя в гель путем выпаривания растворителя.
Если для покрытия выбраны реагирующие системы, например, как в случае с золь-гель покрытиями для которых используют алкоголяты или предварительно гидролизованные золи, то необходимо контролировать состояние окружающей среды. Окружающая среда оказывает влияние на испарение растворителя и может дестабилизировать этот процесс, что приводит к гелеобразованию и формированию прозрачной пленки из-за небольшого размера частиц золей (нм) [3]. Это схематически изображено на рисунке 2.
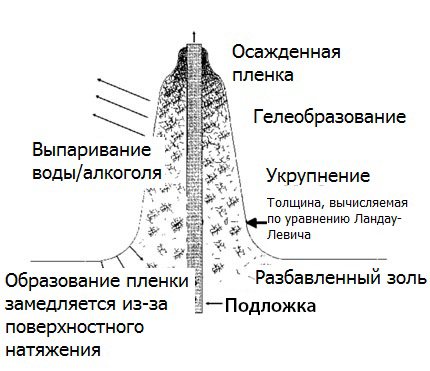
Рисунок 2. Процесс гелеобразования в ходе нанесения покрытия методом погружения, полученного путем выпаривания растворителя и последующей дестабилизацией золя (Бринкер и др. [3])
Частицы золя стабилизируются поверхностными зарядами, ввиду чего необходимо рассматривать условия стабилизации Штерна [4]. Согласно теории Штерна процесс гелеобразования можно объяснить приближением заряженной частицы на расстояние, при котором имеет место потенциал отталкивания. Данный потенциал приводит к очень быстрому гелеобразованию. Этот процесс протекает в точке гелеобразования, как показано на рисунке 2. Полученный гель подвергается термической обработке, причем температура спекания зависит от его состава. Однако из-за того, что частицы геля чрезвычайно малы, система характеризуется наличием избыточной энергии, ввиду чего в большинстве случаев наблюдается понижение температуры спекания по сравнению с системами сыпучих материалов. Тем не менее, следует учитывать тот факт, что щелочная диффузия в обычных стеклах, таких как, например, стекла, полученные из гашеной извести, начинается от нескольких сотен градусов Цельсия и, как показано, Банджем, щелочные ионы диффундируют в слой покрытия в ходе уплотнения. В большинстве случаев это не является весомым недостатком, так как улучшается адгезия слоя, но при расчетах оптических систем необходимо принимать во внимание влияние на показатель преломления.
Процесс окунания применяется для стекол Шотта на основе разработок Шредера [5] и Дислича [6, 7] для систем управления солнечной энергией (Calorex®) и антибликовыми покрытиями (Amiran®) на окнах. Так же процесс окунания используется и для оптических покрытий, например, в лампочках, для оптических фильтров или диэлектрических зеркал, которые изготавливаются различными компаниями малого и среднего бизнеса, специализирующимися на высокоточных многослойных системах.
Список литературы:
- 1. L. D. Landau, B. G. Levich, Acta Physiochim, U.R.S.S., 17 (1942) 42-54
- 2. I. Strawbridge, P. F. James, J. Non-Cryst. Solids, 82 (1986) 366 – 372
- 3. C. J. Brinker, A. J. Hurd, K. J. Ward in Ultrastructure Processing of Advanced Ceramics, eds. J. D. Mackenzie and D. R. 4Ulrich, Wiley, New York (1988) 223
- 4. O. Stern Z. Elektrochem. (1924) 508
- 5. H. Schröder, Physics of Thin Films, Academic Press, New York - London, vol. 5 (1969) 87 – 141
- 6. H. Dislich, Angew. Chem. Int. Ed. 6 (1971) 363

Установка для нанесения покрытий методом погружения (окунания) с одним сосудом Xdip-SV1
- Автоматизированная система управления на дисплее, так же возможно управление с ПК
- Скорость спуска и подъема: 0.5-450 мм/мин
- Кол-во программ: 15 шт. или неограниченное количество
- Продувка инертным газом
- Локальный контроль температуры
Установка для нанесения покрытий методом погружения (окунания) с несколькими сосудами Xdip-MV1
- Автоматизированная система управления на дисплее
- Максимальное количество сосудов: 8
- Скорость спуска и подъема: 0.5-450 мм/мин
- Кол-во программ: 20 шт

Прецизионная система для нанесения покрытий методом погружения Xdip-SV2
- Программируемая скорость погружения и подъёма: 0.5 – 450 мм/мин
- Высота погружения и подъёма: 300 мм
- Длина покрытия до 250 мм
- Энергонезависимая память