























Фотоэлектрическая отрасль
Лазеры используются в производстве солнечных элементов и задействованы в таких технологических процессах, как скрайбирование, удаление кромок, сверление и т. д. Благодаря высокой гибкости профиля лазерного пучка лазеры с технологией InnoSlab могут применяться для различных процессов обработки.
Скрайбирование
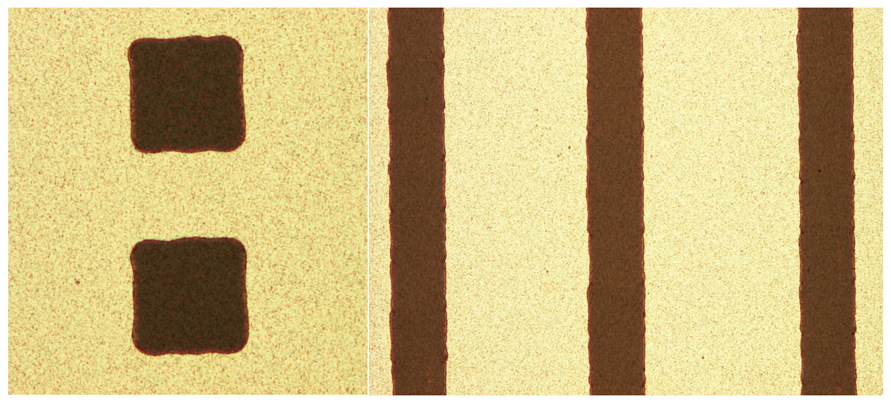
Для увеличения выходного напряжения большую активную поверхность тонкопленочного солнечного элемента разделяют с помощью процесса селективной лазерной абляции. Лазеры с технологией InnoSlab с короткой длительностью импульса и профилем пучка с плоской вершиной являются наиболее эффективными инструментами для абляции тонких пленок. На рисунке ниже показан пример линии, полученной с помощью пучка с квадратным профилем. Обычно в таких процессах используются основная (1064 нм) и вторая (532 нм) гармоники лазерного излучения.
Удаление кромки
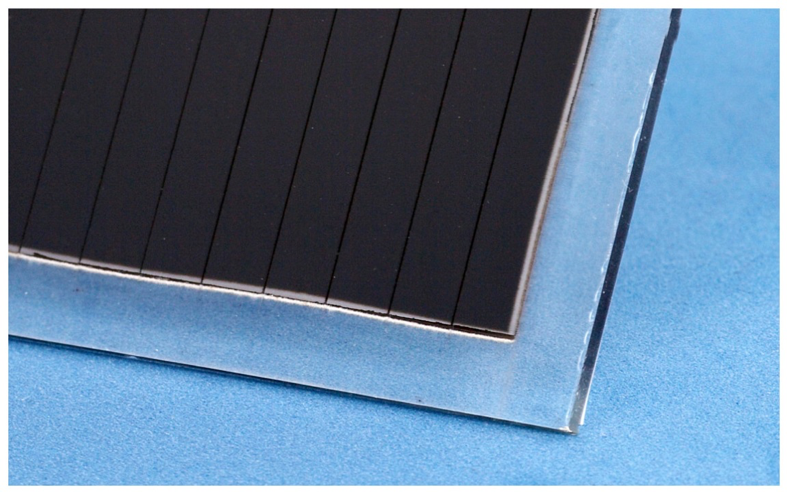
Для электрической изоляции и герметизации тонкопленочного солнечного элемента необходимо полностью удалить скрепляющий слой по краям стеклянной подложки. Для такого типа удаления кромки наиболее эффективными являются лазеры с технологией InnoSlab с короткой длительностью импульса и прямоугольным профилем пучка, поскольку процесс удаления может быть реализован поимпульсным способом с минимальным наложением на соседние зоны обработки, а сканирование, перпендикулярное длинной кромке, требует более низкой скорости по сравнению с обработкой пучком с квадратным профилем.
Структурирование кремниевых подложек для солнечных элементов
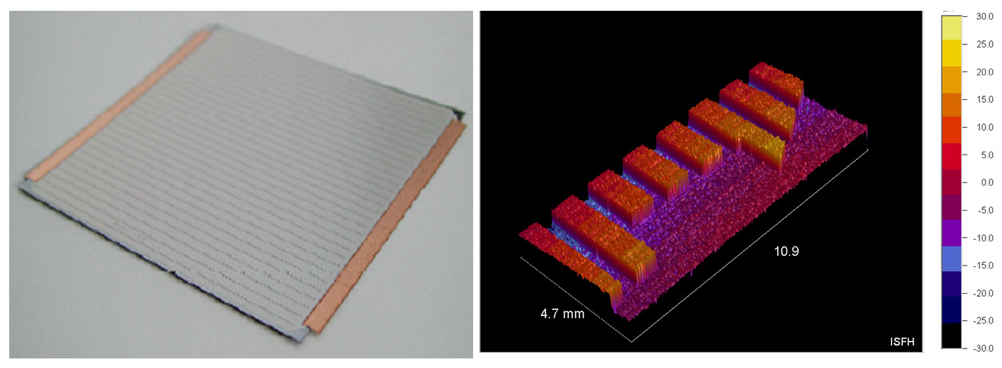
Для производства высокоэффективных солнечных элементов с EWT конструкцией одним из важных этапов является структурирование задней стороны строительных электродов. Лазерное структурирование обычно выполняется с использованием лазерных пучков с гауссовым профилем в сочетании со сканирующей оптикой. Из-за порогового поведения максимум эффективной энергоэффективности (EEE) для процесса абляции составляет всего 36.7% (по уровню 1/e). Единичный лазерный импульс приводит к появлению только круглого абляционного пятна. Для формирования абляционной области необходимо минимальное перекрытие смежных точек с коэффициентом 1.21. Скорость обработки значительно повышается за счет замены пучка с гауссовым профилем на пучок с профилем интенсивности с плоской вершиной и заменой радиального симметричного поперечного сечения на поперечное сечение прямоугольной формы. На рисунке ниже представлено изображение шаблона пальцев, полученное с помощью пучка с квадратным профилем с плоской вершиной от InnoSlab лазера со сканером. Таким образом, с помощью мощного лазера с необходимым профилем можно сформировать изображение размером 156 × 156 мм в течение 2.5 секунд, что удовлетворяет требованиям большинства производств для реализации продукции в больших объемах.
Наносекундные лазеры для микрообработки высокой мощности

Лазеры InnoSlab серии BX
- Индивидуальный профиль лазерного пучка
- Качество луча M2 < 2.0
- Энергия в импульсе до 7 мДж
- Короткая длительность импульса
- Частота следования импульсов до 100 кГц
- Средняя выходная мощность до 80 Вт
- Доступно излучение на 1064 нм, 532 нм, 355 нм, 266 нм
- Компактный дизайн

Лазеры InnoSlab серии IS
- Индивидуальный профиль лазерного пучка
- Качество луча M2 < 2.0
- Энергия в импульсе до 60 мДж
- Короткая длительность импульса
- Частота следования импульсов до 150 кГц
- Средняя выходная мощность до 400 Вт
- Доступно излучение на 1064 нм, 532 нм, 355 нм, 266 нм
- Компактный дизайн

Лазеры InnoSlab серии GX
- Индивидуальный профиль лазерного пучка
- Качество луча M2 < 2.0
- Энергия в импульсе до 120 мДж
- Короткая длительность импульса
- Частота следования импульсов до 100 кГц
- Средняя выходная мощность до 800 Вт
- Доступно излучение на 1064 нм, 532 нм, 355 нм, 266 нм
- Компактный дизайн