























Структурирование и формирование рельефа
Тонкие пленки и покрытия
Структурирование тонких пленок на различных подложках – это ежедневное применение для ЖК-дисплеев, дисплеев PDP OLED, а также для фотоэлектрических систем. Лазеры могут быть использованы при обработке различных тонких пленок и многослойных покрытий на жестких и гибких подложках.
Например, структурирование пленки оксида индия-олова (ITO) на стеклянной подложки является одним из возможных применений. Низкое поглощение лазерного излучения материалом в инфракрасном и видимом спектре препятствовало чистому удалению материала. С другой стороны, пленка может быть полностью удалена с низкой плотностью энергии с использованием УФ-излучения, которое хорошо поглощается оксидной пленкой. Высококачественная обработка ITO без кромок и рубцов возможна только с использованием лазера как с короткой длиной волны, так и с короткой длительностью импульса.
Лазерное скрайбирование нанослоев OPV позволяет использовать высокоинтегрированные модули с компактным последовательным соединением ячеек OPV, что является еще одним потенциальным применением. Чтобы максимизировать производительность, технология лазерного скрайбирования может быть интегрирована в производственные линии R2R.
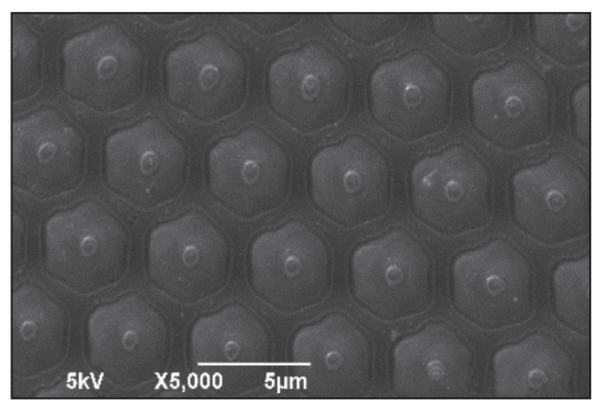
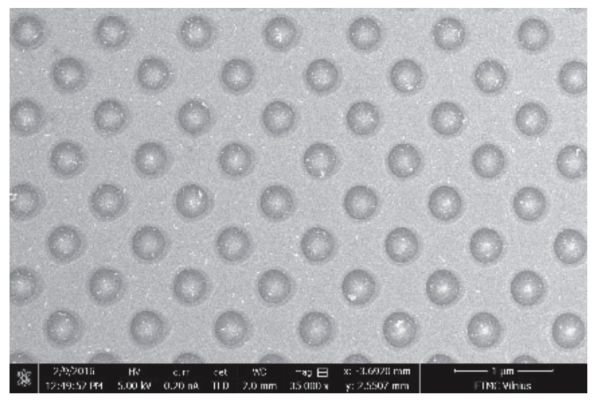
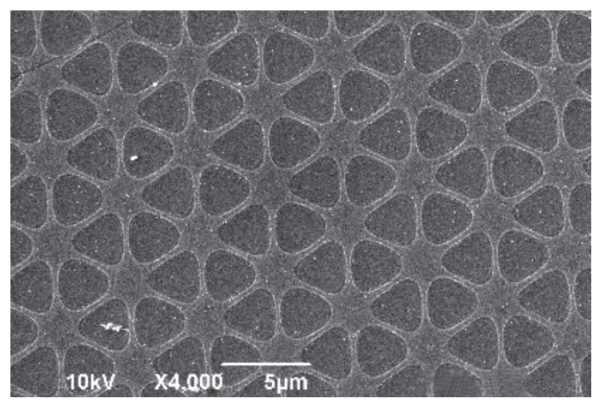
Также интерференционного лазерного нанесение рисунка, содержащее модулированную интенсивность, может использоваться в качестве инструмента для литографии или для непосредственного нанесения рисунка на материал посредством процесса лазерной абляции. Такая методика формирования рисунка может быть использована для повышения скорости изготовления периодических структур по сравнению с обычной прямой лазерной записью. Интерференционное структурирование позволяет распределять энергию излучения по большой площади изготовления и создавать субволновые элементы в этой области в ходе единичной одной экспозиции.

Глубокая 3D лазерная гравировка
Технология может применяться для обработки различных материалов. На этапе подготовки рисунок трехмерного объекта делится на отдельные слои. После этого производится послойная абляция материала. Использование сверхбыстрых лазерных импульсов для обработки обеспечивает высокое качество и скорость обработки. По сравнению с наносекундными лазерами время взаимодействия короткого импульса с веществом значительно снижает тепловые эффекты. Лазерная диффузия тепла при таких длительностях импульса ограничена. Следовательно, образование расплава и окисление поверхности значительно уменьшаются. Также образование заусенцев значительно ниже по сравнению с наносекундной лазерной обработкой. В случае меди достигается скорость абляции 6 мм3/мин. Материалы: металлы, полупроводники, керамика, стекло, полимеры. Достигается точность абляции 50 мкм.
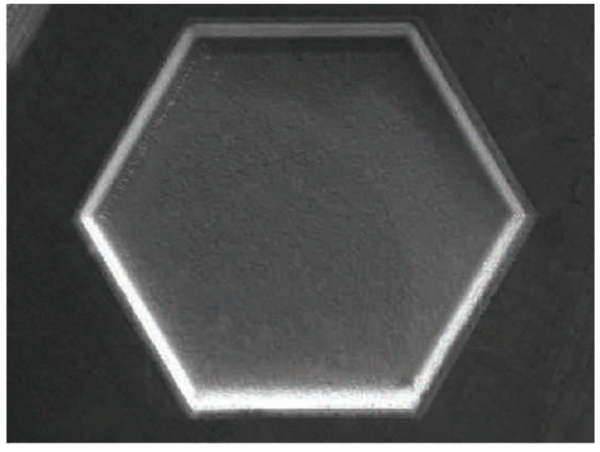
Химическое травление плавленого кварца, индуцированное фс лазерным излучением
За последние десятилетия фемтосекундные лазеры стали уникальным инструментом для изготовления трехмерных структур из различных оптических материалов. Фемтосекундные лазеры могут пространственно-избирательно индуцировать локальные изменения любых прозрачных материалов из-за сильного нелинейного поглощения. Эти внутренние изменения в плавленом кварце вызывают структурные и химические изменения, которые могут быть выборочно удалены путем погружения образцов в водные растворы травящего раствора, такого как плавиковая кислота (HF) или гидроксид калия (KOH), что приводит к непосредственному изготовлению настоящих трехмерных микроустройств внутри прозрачных материалов.
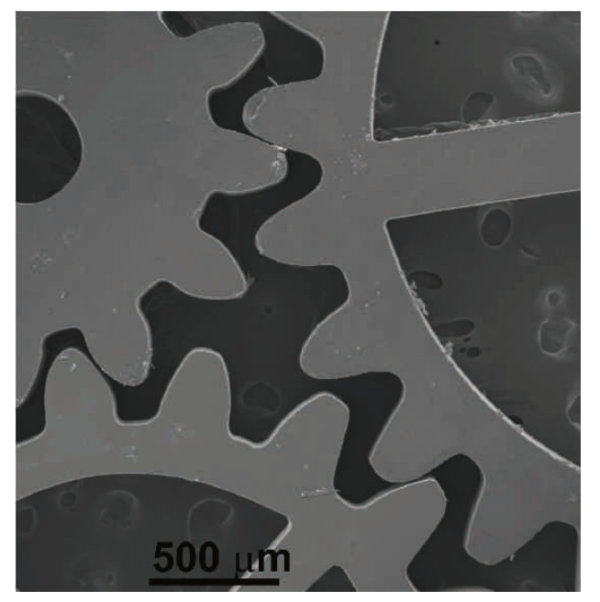
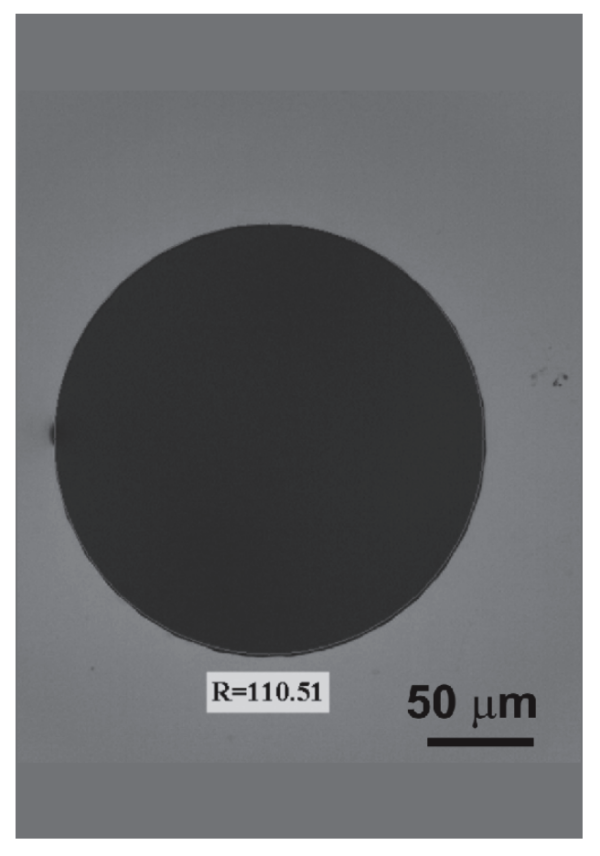
Обработка прозрачных материалов, таких как плавленый кварц или сапфир, с использованием традиционных технологий изготовления или прямой лазерной абляции имеет ограничение из-за размера структуры и толщины материала. Сужается конусность, а поверхностное скалывание из-за накопленных напряжений ограничивает качество конечного образца. Технология, объединяющая фемтосекундные лазеры с химическим травлением (селективное лазерное травление (SLE)), позволяет избежать всех упомянутых недостатков при изготовлении структур высокого разрешения в прозрачных материалах. Селективность травления от 100:1 до 10000:1 может быть достигнута в зависимости от свойств прозрачного материала и используемого травящего раствора. Это включает в себя формирование безконусных отверстий с высоким соотношением сторон (>50:1), двухмерных структур произвольной формы в соответствии с импортированным чертежом САПР и встроенных трехмерных микросистем, включающих оптические, механические и жидкостные свойства транспортировки в одном устройстве.
Обработка синтетических бриллиантов или керамических механических инструментов
В последнее время лазерная обработка композитных материалов, а также современные технологии, основанные на использовании ультракоротких лазерных импульсов, привлекают к себе все больше внимания. Обработка сверхтвердых материалов, таких как поликристаллические алмазы, природные алмазы, победит и CERMET (металлокерамика) с помощью пикосекундных импульсов открывает новые возможности в промышленном производстве. Ключевыми параметрами, критическими для промышленности, всегда были время и качество обработки.
В связи с этим была разработана пятиосевая система ЧПУ со сканером для переноса высокочастотного лазерного излучения с высокой скоростью. С ее помощью были обработаны режущие пластины и инструменты, изготовленные из победита и металлокерамики. Для получения необходимой геометрической формы при обработке были использованы различные алгоритмы сканирования, включающие послойную обработку. Это позволило оптимизировать время и качество обработки материалов.

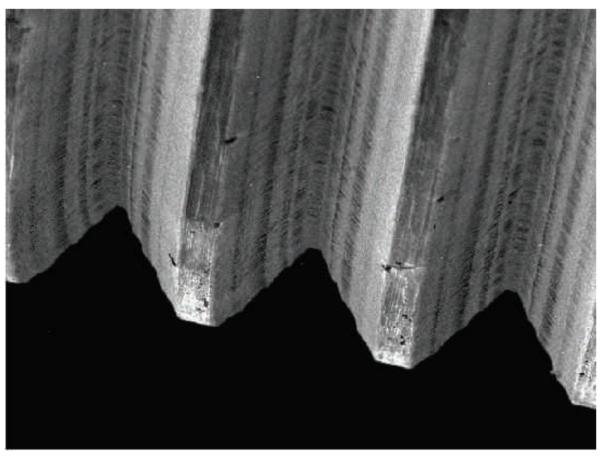
Изменяя энергию лазерного излучения, перекрытие лазерных импульсов и число слоев, различные материалы можно обрабатывать с различной скоростью: от 0.3 мкм на слой до 18 мкм на слой. В таких случаях глубина обработки может контролироваться с очень высокой точностью. Качество обработанной поверхность сильно зависит от энергии лазерного излучения и параметров обработки. Было продемонстрировано, что, изменяя параметры реза, можно обрабатывать как шероховатые, так и гладкие поверхности.
Лазерное оборудование для изготовления медицинских приборов:
Лазерная система микрообработки MASTER Duo
- Тип лазера: пс / фс
- Средняя мощность: 6 Вт / 4 Вт
- Длительность импульса: < 13 пс
- Диапазон перемещений столика: XYZ: 600 × 400 × 200 мм + XY: 150 × 150 мм + вращение*

Лазерная система микрообработки MASTER 1
- Тип лазера: DPSS, пс / фс
- Длина волны лазера: 1064 / 1030 нм
- Средняя мощность: 6 / 4 Вт
- Длительность импульса: < 10 пс / < 290 фс
- Диапазон перемещений столика: (XY) 300×300 мм
Лазерная система микрообработки MASTER Mini
- Тип лазера: DPSS, пс / фс, волоконный
- Длина волны лазера: 1064 / 532 / 355 нм
- Средняя мощность: 6 Вт / 3 Вт
- Длительность импульса: < 10 пс
- Диапазон перемещений столика: 100 × 100 мм*

Лазерная система микрообработки MASTER Micro
- Тип лазера: нс, DPSS / пс, DPSS
- Средняя мощность: 0.5 Вт / 6 Вт
- Диапазон перемещений столика: 110 × 110 × 100 мм

Лазерная система микрообработки Roll to Roll
- Тип лазера: DPSS, пс
- Средняя мощность: 6 – 60 Вт
- Длительность импульса: < 13 пс
- Диапазон перемещений столика: Макс. скорость намотки: 30 м/мин
Компоненты для построения систем для лазерной микрообработки:

Пикосекундные лазеры высокой мощности серии Atlantic
- Решения для микрообработки
- Выходная мощность до 30 Вт на 355 нм
- Выходная мощность до 40 Вт на 532 нм
- Выходная мощность до 80 Вт на 1064 нм
- Длительность импульса 10 ± 3 пс
- Низкая стоимость содержания

Пикосекундные DPSS лазеры с высокой частотой следования импульсов серии Atlantic HR
- Выходная мощность до 16 Вт
- Частота следования импульсов 88 МГц
- Длительность импульса менее 8 пс
- Доступно излучение на длинах волн 1064 нм, 532 нм и 355 нм
- Не требуется подключение внешней системы водяного охлаждения

Компактные пикосекундные лазеры с воздушным охлаждением серии Atlantic 5
- Решения для микрообработки
- Энергия импульса до 30 мкДж
- Частота следования импульсов до 1 МГц
- Выходная мощность до 5 Вт
- Воздушное охлаждение
- Режим пакета импульсов
- Низкая стоимость содержания