
Контроль качества химико-механического полирования (СМР) с помощью усовершенствованного атомно-силового профилометра
 с помощью усовершенствованного атомно-силового профилометра")
Химико-механическое полирование
Во время химико-механического полирования металла (СМР) слои металлов меди (Cu) или вольфрама (W) истощаются, что приводит к образованию дефектов поверхности. И ширина линии, и плотность структуры (т.е. плотность линии) влияют на производительность и приводят к изменению поверхности.
Процесс СМР необходимо оптимизировать для достижения наилучшей плоскостности (т.е. получение как можно более плоской поверхности) одновременно с улучшением производительности. Эрозия характеризует локальное истощение слоя оксида, в результате чего появляются впадины, что приводит к изменению толщины слоя металла – когда Cu или W становятся выше или ниже уровня оксида (см. рис. 1). Впадины и эрозия приводят к большой потере производительности изготавливаемого оборудования и являются критическими факторами в процессе СМР.
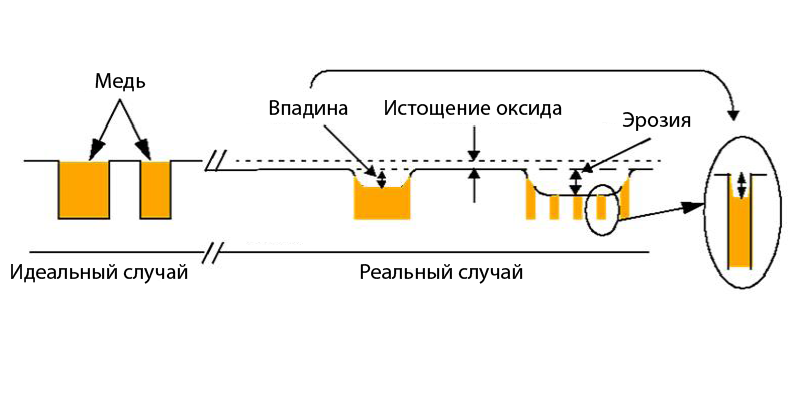
Рис. 1. Схематическое отображение процесса CMP в реальном случае.
Ключевым параметром, влияющим на производительность процесса CMP, является общая потеря меди (TCL), оцениваемая качественным матричным уравнением:
TCL = [Истощение оксида] + [Эрозия] + [Впадина]
Данный параметр отображает общий износ меди, вызванный истощением защитного оксидного слоя, эрозией и образованием впадин. Из этих трех составляющих, истощение защитного слоя оксида можно измерить оптическим методом, а эрозию и впадины с помощью высокоточной профилометрии. Однако измерительные зонды стандартных стилусных профилометров способны различать объекты с размерами только до 0.5 – 1 мкм.
Так как минимальный размер объекта при СМР непрерывно уменьшается, то стилусный профилометр в целом не соответствует необходимым требованиям для точного измерения впадин и эрозии. Кроме того, оптические профилометры ограничены в применении из-за диаметра рабочего луча для сканирования поверхности и неспособности различать, какая сторона исследуемой зоны выше. В дополнение, стилус профилометра может контактировать с исследуемыми устройствами, приводя к повреждению поверхности образца, что делает такие профилометры неэффективным оборудованием для контроля непосредственно на линии производства.
В виду вышеизложенного потенциальное решение данной проблемы начали искать в области атомно-силовой микроскопии, поскольку атомно-силовой микроскоп (АСМ) по сути является высокоточным профилометром, способным анализировать структуры с разрешением гораздо выше 0.5 мкм, и представляет собой практическое решение для контроля впадин и эрозии с целью оптимизации процесса CMP.

Рис. 2. Полностью автоматизированный атомно-силовой профилометр модели XE-Wafer, позволяющий проводить анализ полупроводниковых подложек диаметром 200/300 мм.
XE-Wafer – усовершенствованный атомно-силовой профилометр
Атомно-силовая микроскопия (АСМ) становится одним из необходимых инструментов в полупроводниковой промышленности с целью контроля таких дефектных результатов обработки, как общее число впадин или вымывание полезных слоев, появляющихся в результате химико-механического полирования. Данные, получаемые с помощью АСМ, по качеству и разрешению превосходят данные, получаемые с помощью оптических и стилусных профилометров. Основным препятствием для АСМ предыдущего поколения, которые использовали в качестве инструмента для контроля поверхности после СМР, была их пропускная способность. Высокая пропускная способность АСМ необходима для реализации возможности анализа по более плотной выборке образцов как для разработки будущих шагов улучшения процесса CMP, так и для контроля текущих образцов с более высокой частотой анализа в виду их дальнейшего ввода в линию производства.
Поскольку профилометры с большой областью анализа (LRP) стали соответствовать требованиям, предъявляемым к диапазону сканирования для исследования полупроводников, АСМ XE-Wafer является подходящим инструментом для анализа, поскольку обеспечивает ультравысокую воспроизводимость линейного перемещения с минимальным вертикальным отклонением в менее чем ±10 нм для зоны анализа в 10 мм. LRP встроен в ультра плоский вакуумный предметный столик. Сканирующий механизм перемещает данный столик относительно зонда АСМ, а также не оказывает никакого существенного влияния на качество измерений и минимально воздействует на физическую конфигурацию системы. Кроме того, Z-сканер XE-Wafer полностью независим от XY-сканера, что помогает эффективного устранять перекрестные помехи и нелинейные эффекты, которые характерны для обычных АСМ на основе пьезотрубчатых сканеров. Более того, высокопроизводительный Z-сервопривод позволяет детально отсканировать наноразмерные объекты с необычайной воспроизводимостью и надежностью.
Профилирование образца по краю над эрозией после СМР
Недавно появилась еще одна сложность при профилировании металла после CMP: анализ по краю над эрозией (Edge-Over-Erosion, ЕОЕ). ЕОЕ представляет собой явление, наблюдаемое у большинства очень тонких линий металла или матричных структур (ширина линии ≤ 0.5 мкм). При исследовании этого явления с использованием имеющихся на мировом рынке профилометров наблюдались некоторые трудности анализа из-за их проблем с воспроизводимостью. В данной статье явление ЕОЕ систематически исследовали с помощью атомно-силового микроскопа XE-Wafer.
В ходе исследования анализировались структурированные подложки SKW6-5 Cu/TEOS (см. рис. 3). На тестовые подложки была нанесена структура, расположенная по 90 нм технологической узловой сетке, при минимальном размере объекта 0.12 мкм. Использовались объекты с различной шириной линии от 0.12 до 15 мкм и с разными плотностями структур до 90%. Толщина слоя меди, нанесенного методом электрохимического осаждения, составила 5700 Å.
Основные аспекты контроля исследуемой подложки после CMP представлены на рис. 4 и включают в себя:
Эрозияобщая = [Эрозия] + [EOE]
TCL = [Истощение оксида] + [Эрозияобщая] + [Впадина]
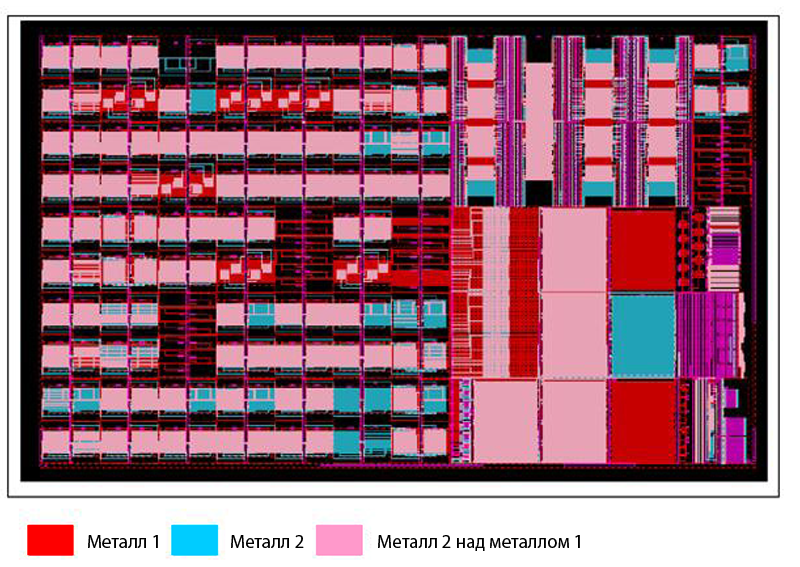
Рис. 3. Пример анализируемой структурированной 90 нм подложки SKW6-5 Cu/TEOS.
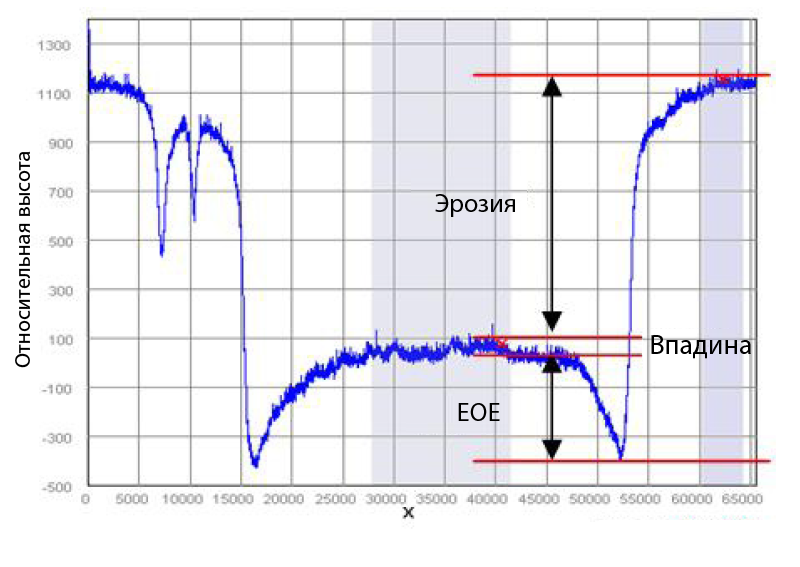
Рис. 4. Анализ эрозии, EOE и впадин после CMP.
Если уровни металла и оксида не попадают в допуски по спецификации и не определяются должным образом во время профилирования, то последствия технологического процесса нельзя будет увидеть до того, как будут проведены соответствующие электрические испытания. При данном сценарии конечный продукт уже будет выпущен, а поскольку контроль осуществляется выборочно, то и вся партия будет отбракована.
На Рис. 5 представлены изображения профилирования CMP для меди с различной шириной линии (0.12-15 мкм) на матрице размером 750 х 750 мкм и с плотностью структуры 50%. Уровни ЕОЕ, впадин и результирующей общей эрозии изменяются при различной ширине линии. Обращаем внимание, что обе стенки каждой бороздки четко и последовательно измерены и проанализированы, что показывает высокую производительность Z-сервопривода и отражает способность профилирования крутых по наклону стенок без их повреждения.
Проведение точных метрологических измерений бороздок после СМР возможно только при точном профилировании краев. Если Z-сервопривод недостаточно быстрый, то профиль бороздки будет деформирован вдоль краев – это является главной проблемой более ранних профилометров с недостаточной пропускной способностью Z-сервопривода.
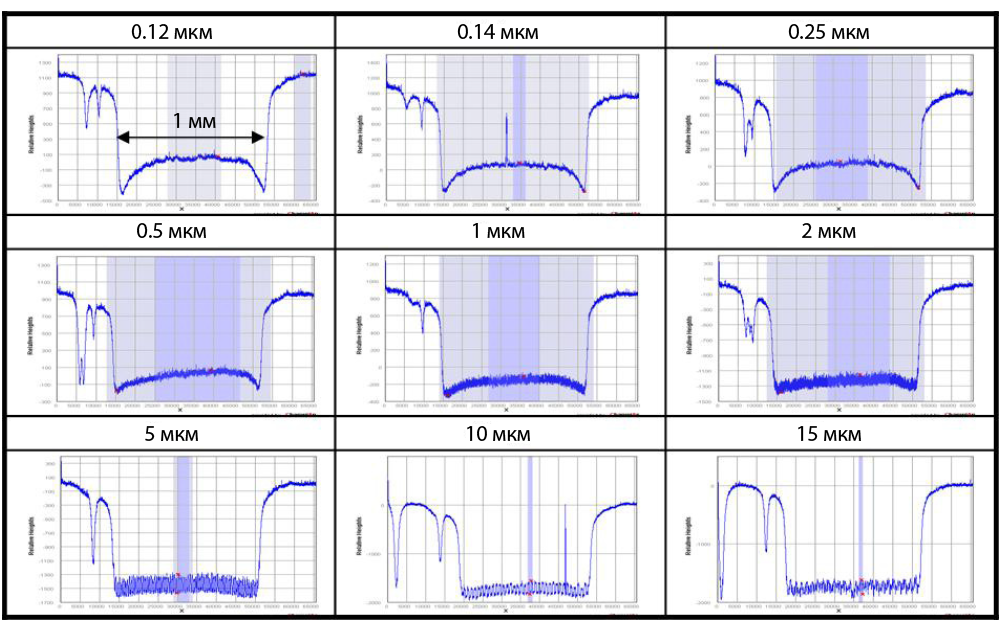
Рис. 5. Профилирование Сu после СМР с помощью XE-Wafer с разной шириной линии – от 0.12 мкм до 15 мкм на матрице размером 750 × 750 мкм с плотностью структуры 50%.
На Рис. 6 показаны изображения профиля СМР для Cu с разными плотностями структуры (10 – 65%) на матрице размером 750 × 750 мкм с шириной линии 0.25 мкм.
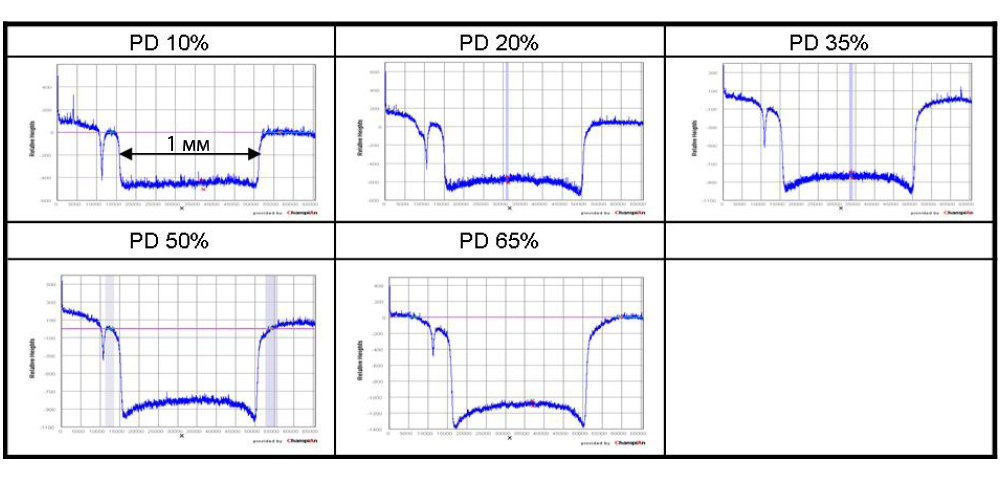
Рис. 6. Профилирование Сu после СМР с помощью XE-Wafer с разной плотностью структуры – от 10% до 65% на матрице размером 750 × 750 мкм с шириной линии 0.25 мкм.
На Рис. 7 отображены ключевые метрологические параметры СМР, по которым отчетливо можно наблюдать корреляцию между различными факторами эрозии и шириной линии. Рис. 8 отображает ключевые метрологические параметры СМР в зависимости от плотности структуры.
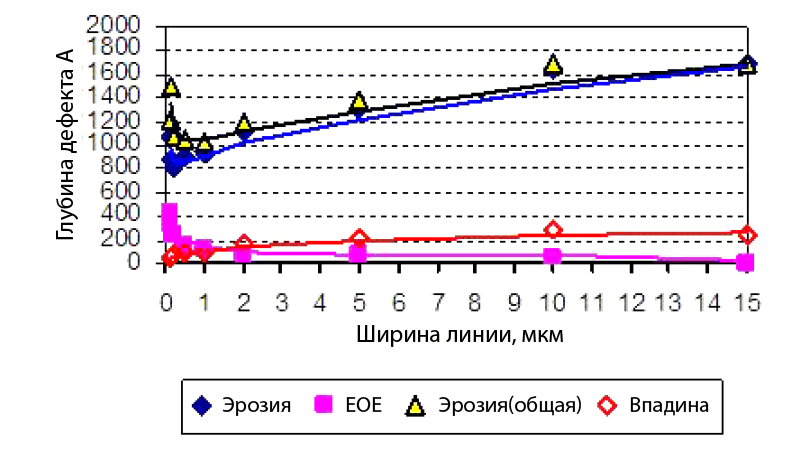
Рис. 7. Профилирование эрозии, EOE и впадин по ширине линии после CMP с помощью XE-Wafer.
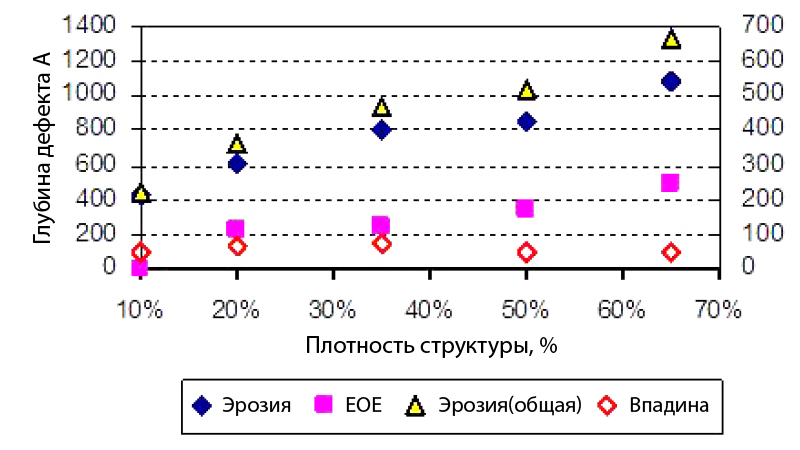
Рис. 8. Профилирование эрозии, EOE и впадин по плотности структуры после CMP с помощью XE-Wafer.
Заключение
Новая встраиваемая интеллектуальная система на базе атомно-силового микроскопа XE-Wafer использовалась для исследования величины EOE металлов после обработки методом СМР. Полученные данные показывают, что ЕОЕ является функцией размера объекта, формы линейного массива, а также плотности структуры. Уникальная конструкция XE-Wafer обладает беспрецедентной производительностью Z-сервопривода, которая в 10 раз превосходит производительность более ранних профилометров.
Кроме того, четкое и последовательное профилирование стенок бороздки позволяет коррелировать различные факторы эрозии с метрологическими параметрами СМР. XE-Wafer представляет собой ультрасовременный профилометр, построенный на базе АСМ, который дает возможность проводить дополнительные измерения технологических характеристик, которые отвечают за образование впадин и эрозии, при этом улучшая плоскостность конечной продукции.
Подробные характеристики атомно-силового микроскопа NX-/ХЕ-WAFER























